

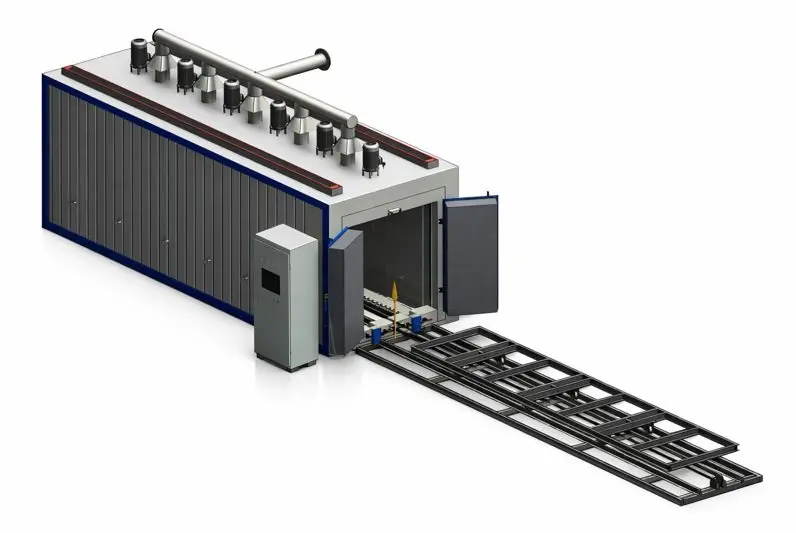





Inert Gas Oven
ZonHoo inert gas oven provide heat processing under a controlled protective atmosphere to limit oxidation and protect surface quality when air-atmosphere heating is not acceptable. Instead of relying on vacuum pumping, an inert gas oven uses a defined purge & displacement workflow (purge rate × time × chamber volume) to reduce oxygen concentration and maintain a stable low-oxygen environment during heating, soaking, and cooling.
As an OEM/ODM manufacturer, ZonHoo engineers chamber sealing, gas inlet/exhaust placement, purge logic, and control strategy around your material sensitivity, load format, and takt time. We provide an RFQ-ready scope—target oxygen concept, purge strategy, cycle steps, utilities/interfaces, and documentation scope—with FAT/SAT support and acceptance checks to streamline approval and line integration.
- Protective atmosphere for oxidation control
- Purge & displacement workflow (volume-based)
- Gas inlet/exhaust placement engineering
- Sealing strategy for stable low-oxygen heating
- Optional oxygen monitoring / dew point approach (opt.)
- Recipes, alarms & data logs (opt.)
- RFQ-ready delivery: drawings, FAT/SAT, acceptance checks
When to Choose Inert Gas Ovens
Choose inert gas oven when oxidation control is required but vacuum pumping is not:
- You need oxidation control with a protective atmosphere during heat/soak/cool
- Your process can be managed with a purge & displacement method rather than vacuum
- Stable low-oxygen conditions rely on sealing and controlled gas flow
- You want RFQ-ready scope defining purge strategy, utilities, documentation, acceptance checks
- You need repeatable runs with recipes, logs, and alarms (opt.)
If your process requires a defined vacuum level and pumping/backfill workflow, use Vacuum Heat Treat Oven.
Engineering, Options & Key Specs
- Purge/displacement model: chamber volume, purge rate, and time define oxygen reduction concept (project-defined)
- Gas flow path design: inlet/exhaust placement to avoid dead zones
- Sealing strategy: door sealing and leak management for low-oxygen stability
- Cycle logic: purge → heat → soak → cool with atmosphere steps (project-defined)
- Atmosphere verification (opt.): oxygen sensing/trending; optional dew point approach
- Documentation support: acceptance checks and FAT/SAT planning
- Purge strategy definition and control mode (project-defined)
- Multi-step cycle programming with purge/hold/cool steps (project-defined)
- Inlet/exhaust configurations and flow distribution components (project-defined)
- Optional oxygen measurement and trend logging (opt.)
- Optional dew point measurement approach (opt.)
- Recipes, parameter locks, alarms, deviation rules (opt.)
- Data logging, batch reports, export formats (opt.)
- I/O integration: ready/busy/fault + cycle complete outputs (opt.)
- Documentation scope: drawings, acceptance checks, FAT/SAT support (project-defined)
- Process Type: inert gas protective-atmosphere heating (project-defined)
- Temperature Range: process-defined
- Atmosphere Concept: purge & displacement + sealing (project-defined)
- Target Oxygen Concept: project-defined (if required)
- Workspace (W×H×D): custom
- Gas Interface: project-defined (supply/vent/exhaust)
- Controls & Data Logging: optional recipes, alarms, records
- Utilities & Installation: power + gas interfaces (project-defined)

Typical Applications
- Heat processes needing oxidation control without vacuum pumping
- Parts where surface condition/finish is sensitive to air exposure
- Batch processing needing repeatable low-oxygen control
- Cycles where purge-defined atmosphere is sufficient
- Production runs needing documentation, traceability, acceptance checks
Related Solutions & Guides
- Inert atmosphere heating
- Oxygen reduction plan
- Purge workflow model
- Sealing strategy
- Gas flow layout
- O₂/dew point (opt.)
- Logs/recipes (opt.)
- FAT/SAT (opt.)
Let’s talk about how we can support your thermal processing goals. Contact our team to explore the right solution for your needs.